 Inglese
Inglese Francese
Francese Español
Español
Forniamo soluzioni personalizzate a tutti i nostri clienti e offriamo consulenza tecnica completa di cui la vostra azienda può trarre vantaggio.
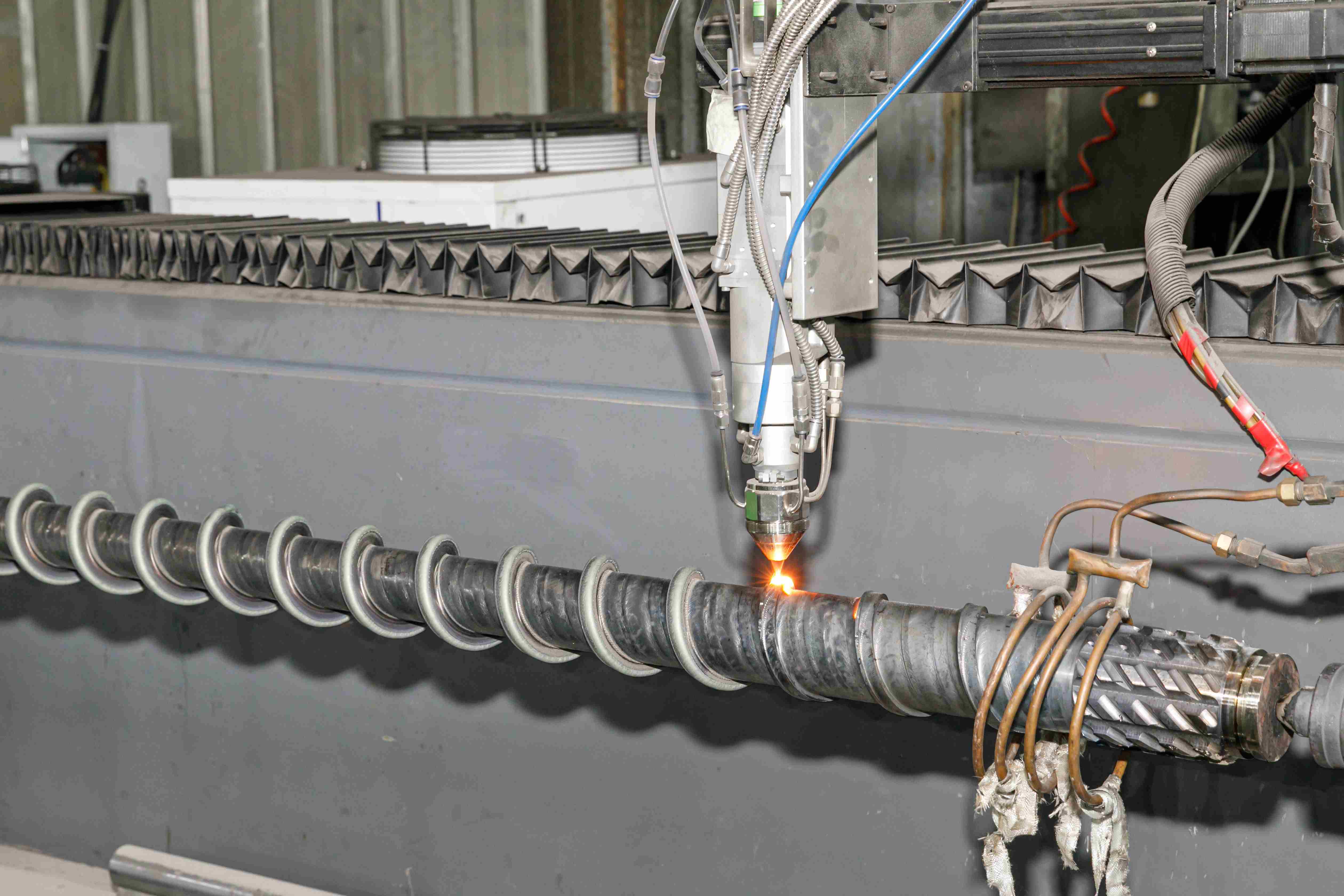
La vite e la canna sono componenti assolutamente essenziali nel processo di stampaggio dell'iniezione. La loro relazione è inseparabile e si influenzano in modo significativo.
1. Funzioni della vite e della canna
Vite: la vite ruota all'interno della canna, responsabile del trasporto, dello scioglimento, della miscelazione e della misurazione del materiale plastico.
Canna: la canna racchiude la vite, fornendo lo spazio per la plastica da sciogliere e mescolare. Risponde inoltre alle alte pressioni generate durante il processo di stampaggio di iniezione.
2. Il ruolo di vite e canna nello stampaggio a iniezione
Plamizzazione: la rotazione della vite e il riscaldamento della canna lavorano insieme per plastificare la plastica. All'interno della canna, la plastica viene riscaldata e sciolta, quindi miscelata dalla vite per formare una plastica fusa uniforme.
Iniezione: la vite si sposta in avanti all'interno della canna, iniettando la plastica fusa nella cavità dello stampo. Il movimento della vite controlla la velocità e la pressione di iniezione.
Pressione di mantenimento: dopo l'iniezione, la vite mantiene una certa pressione per impedire alla plastica fusa di scorrere indietro. Ciò garantisce la densità del prodotto e la precisione dimensionale.
Raffreddamento: la plastica fusa all'interno dello stampo si raffredda e si solidifica, formando il prodotto finale.
Espulsione: il prodotto viene rimosso dallo stampo, completando un ciclo di stampaggio a iniezione.
3. I parametri della struttura a vite e della canna e della botte
Struttura a vite: le viti sono in genere divise in tre sezioni: la sezione di alimentazione, la sezione di compressione e la sezione di misurazione.
Sezione di alimentazione: riceve e trasmette il materiale plastico solido.
Sezione di compressione: l'area cruciale in cui il materiale è compresso e plastificato.
Sezione di misurazione: quantifica e omogeneizza il materiale plastificato.
Il design della vite influisce direttamente sulla qualità della plasticalizzazione e sul volume di iniezione. Ad esempio, le variazioni della profondità del canale a vite e dell'angolo dell'elica influenzeranno le prestazioni di plastificazione e la pressione di iniezione.
Design della canna: la canna fornisce un ambiente chiuso per il riscaldamento e la plastificazione del materiale, sostenendo e guidando la vite. La lunghezza, il diametro della canna, il diametro, la levigatezza della parete interna e la precisione dimensionale influiscono sul flusso e la plasticalizzazione della plastica all'interno della canna.
Nel processo di stampaggio a iniezione, è essenziale selezionare la struttura e i parametri della vite e della canna appropriati in base al tipo di plastica, ai requisiti del prodotto e alle specifiche della macchina per lo stampaggio a iniezione. Ad esempio, durante la lavorazione delle materie plastiche sensibili al calore, è necessaria una progettazione speciale a vite per ridurre il degrado termico. Per la materie plastiche ad alta viscosità, sono necessarie una maggiore capacità di plasticalizzazione e pressione di iniezione.
4. In che modo le prestazioni di viti e canna influenzano lo stampaggio di iniezione
Qualità di plastificazione: il design della vite e il controllo della temperatura del barile influenzano direttamente la qualità della plastificazione. Una buona plastificazione garantisce che il prodotto abbia un colore uniforme, buone proprietà meccaniche e qualità della superficie.
Accuratezza dell'iniezione: l'accuratezza della misurazione della vite e il controllo della velocità di iniezione influiscono sulla precisione dimensionale del prodotto e sulla consistenza del peso.
Efficienza di produzione: la velocità di rotazione della vite e l'efficienza di riscaldamento del canna influiscono sul tempo di ciclo di stampaggio di iniezione.
5. Selezione della vite e della canna giuste
Scegliere la vite e la canna giuste richiede considerando i seguenti fattori:
Tipo di plastica: le materie plastiche diverse hanno temperature di fusione e proprietà del flusso diverse, che richiedono viti e barili che corrispondono.
Dimensione e forma del prodotto: le dimensioni e la forma del prodotto influenzano il diametro e la lunghezza della vite.
Efficienza di produzione: la produzione ad alto volume richiede viti e barili ad alta efficienza.
6. Manutenzione a vite e barilotto
Per garantire il funzionamento stabile a lungo termine della vite e della canna nel processo di stampaggio a iniezione, è necessaria una manutenzione regolare. Ciò include la pulizia della vite e la canna, l'ispezione per l'usura, la sostituzione di parti usurate e la regolazione dei parametri di processo. Attraverso una corretta manutenzione, è possibile estendere la durata della vite della vite e della canna e migliorare la stabilità e l'affidabilità del processo di stampaggio dell'iniezione.3
